Step 1: package

Step 2: bake

Step 3: slag removal

Step 4: repair






Content:
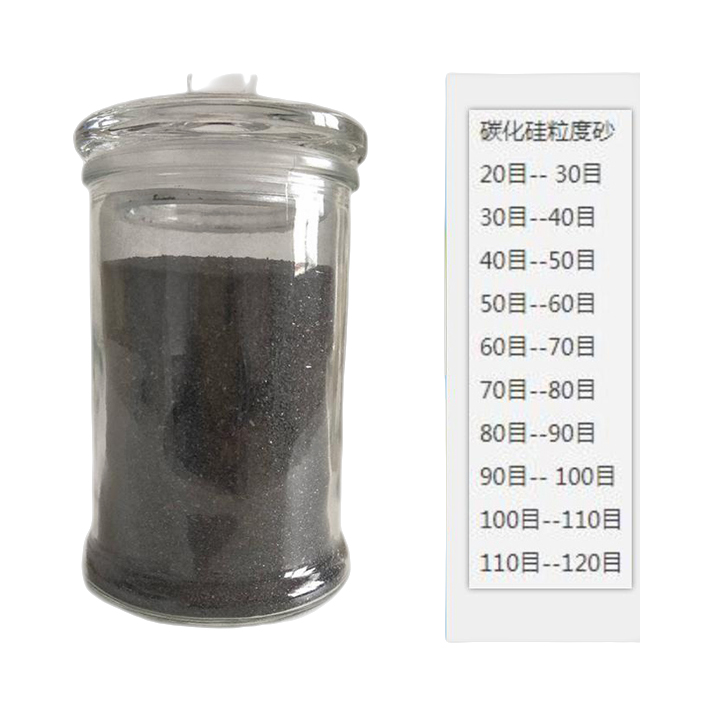
| Fixed carbon | Sulfur content | Nitrogen content |
| >95% | <0.05% | 100pp |
Recommended use method:
1. After placing one third of the charge at the bottom of the electric furnace, the calculated product shall be placed on the furnace charge, and then the remaining charge shall be placed on the top as required. If the above charge is large, some crushed charge shall be pressed on the carburizing agent to prevent floating from affecting the absorption rate.
2. The feeding sequence is small amount of iron cutting, carbon additive, scrap steel and furnace return. Basically, the absorption of carbon additive is more than 90%, reaching 95%, and the temperature rise reaches 1560-deg; the slag can be removed from the furnace.
Do not finish the hot metal in the furnace, reserve some molten iron, then add carbon additive, add iron chips, scrap steel, etc. adding carbon additive directly to the bottom of the furnace will cause too much burning loss of the carburizing agent. It is better to reserve a part of the molten iron at the bottom of the furnace to add better, or put a part of the iron pin on the bottom of the furnace, so that the absorption is higher!
It is not recommended to use the punch method, it will reduce the absorption rate of the product, and the carburetor shall not be slag when dissolving, otherwise it will be easy to wrap in the waste slag to affect the carbon absorption.
Compared with traditional pig iron:
(1) The product has no residue in use and high utilization rate;
(2) Convenient for production and use, and saving production cost of enterprises;
(3) The content of P and S is much lower than that of pig iron, and its performance is stable;
(4) The cost of casting production can be greatly reduced by graphitization carburizing agent.
The use method of graphite carburizing agent
1. Charge requirements: no oil and rust, and no excessive oxidation on the surface of scrap steel is required.
2. Generally, add 4 kg of carbon additive for each 100kg scrap steel.
3. The temperature of the exit furnace is controlled at 1550 ℃, the spheroidization temperature is expected to be 100 ℃, and the temperature of the handbag is 50 ℃.
4. In the production of furnace, add 20 kg high quality iron to the bottom of electric furnace. The remaining iron liquid of the previous furnace is 20-40 kg when the second furnace is started.
5. After iron cutting is added, the carbon additive added in the specified material is put into the iron cutting with plastic pocket. The second furnace starts with the remaining iron liquid 20-40 kg and puts plastic pocket into the liquid level.
6. Add 50 kg of scrap steel with small carbon particles (less than 50-times; 50 area), and cover the whole furnace pond tightly.
7. Start melting, add residual scrap → add pig iron and add return iron (note that the surface of return iron should not be too much sand to prevent the influence of carbon additive and sand adhesion on absorption).
8. After the molten iron is melted, cover with covering agent, and clean slag 2-3 times repeatedly when the temperature reaches 1400 ℃.
9. After the spheroidizing treatment, the surface is covered with high quality iron after the packing is put into the spheroidizing agent and ferrosilicon.
10. After smelting, clean the slag with high quality slag remover for 2-3 times, and test the temperature of molten iron from 1550 ℃ to 1600 ℃.
11. When two thirds of the iron is used for the iron liquid to be discharged from the furnace, the secondary barium silicon inoculant is added immediately at the furnace mouth.
12. Clean the slag with high quality slag remover.